Lapmaster offers a variety of lapping plates and polishing plates for almost any application. Some examples include:
- Cast Iron - General Engineering
- Hardened Steel - Rough Lapping
- Ceramic - Ceramic and Other Hard Materials
- Glass - Electro-Optic Materials
- Aluminum/Stainless Steel - Pad Polishing
- Natural Metal (Copper, Tin/Antimony, etc.) - Diamond Polishing
In addition to our OEM Lapping Plates, Segments & Rings, we also offer an ‘ALL BRANDS’ custom service to satisfy any lapping requirement, all of which are made from the finest Cast Iron or other specialty metals. Utilizing our custom manufacturing capabilities and processes, we can replicate or adapt plates, segments and rings to meet your exact requirements or offer a variety of alternative material composites (copper, aluminum, tin, etc.)
Lapping Plate/Polishing Plate Material Selection
The material being lapped will determine the lapping plate material. The corrosive strength of the polishing slurry will determine which pad polishing plate to use. The great majority (95+%) of all material is lapped on cast iron. The exceptions to this statement are some semiconductor materials. Listed below are the common lapping and polishing plate materials along with some explanation of what materials to process on them.
Cast Iron Lapping Plate Polishing Plate
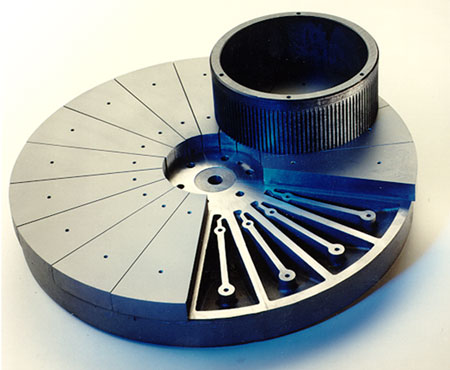
This is the most common material for lapping of almost all materials except gallium arsenide semiconductor compound. Use the standard radial serrated plate whenever possible. The only times a solid surface plate should be used is when small components can catch or fall into the serrations and when the plate is being used in a hard diamond polishing process. Serrations can cause component scratching in precision hard (no polishing pad) diamond polishing techniques.
The serrations machined into the surface of a lapping plate serve several purposes. The first is to limit the force of “surface tension”. This force develops during lapping as the component contour begins to match the lapping plate contour. The force manifests itself as a powerful attraction of the components lapped surface to the matching contour of the lapping plate. This force is so powerful that often times it is very difficult, if not impossible, to lift the finished component off the lapping plate. The component is literally sucked down to the plate making it very difficult for abrasive slurry to migrate underneath it. Without abrasive the machining of the component slows or stops. Additionally the component “wipes” against the lapping plate due to the lack of a thin film layer of abrasive slurry. The wiping condition can cause damage to the component by smearing, galling, burnishing and scratching the material.
The serrations passing underneath the component act as an air gap that allows the component to be lifted or floated back onto the slurry layer. This minimizes surface tension and promotes efficient stock removal action.
Another purpose for serrations is to remove unwanted swarf from the lapping plate surface. The swarf material is composed of crushed abrasive, component material, lapping plate and conditioning ring material; and excess amounts of vehicle.
A very common question from customers is: “Which serration pattern is best?” The answer to this question is: Whatever serration pattern works best for the application. This response is not intended to insult. Lapmaster conducted research to determine what performance effects the different serration patterns and quantities produce during standard single side lapping. The conclusion is that there is very little measurable effect on stock removal rates and lappin plate flatness control. There is a significant price difference for some of the patterns. Lapmaster feels that the radial serrations produce the proper effect at the most economical price.
Aluminum Lapping Plate/Polishing Plate
This material is strictly used for non-corrosive soft polishing techniques where a fabric like polishing pad is bonded with pressure sensitive adhesive to the plate surface. The aluminum plate has a precision lapped flat surface that the polishing pad conforms to. No serrations are present in the surface of soft pad polishing plates.
Stainless Steel Lapping Plate /Polishing Plate
This material is also used for soft pad polishing techniques, but only when corrosive slurries are utilized. Stainless steel is very expensive and should only be recommended when necessary.
Ceramic Lapping Plate/Polishing Plate
This material is used for lapping and diamond polishing of hard white alumina ceramic components. Cast iron is suitable for lapping ceramic only if the application can tolerate cast iron impregnation and gray discoloration. The amount of discoloration is relative to the density of the component’s ceramic. The best way to maintain the clean, white appearance of alumina ceramic components is to lap and polish on ceramic.
No serrations are ground into the surface of ceramic plates. The reason for not having serrations is because the primary use of this material is for polishing where serrations could be detrimental. If it were more economical to grind serrations into the ceramic, plates being used for lapping would have them.
Glass Lapping Plate/Polishing Plate
Soda lime type glass is used exclusively for lapping of gallium arsenide semiconductor compound and other delicate compounds such as lithium niobate and indium phosphide. At this time no other use for glass has been identified.
There are no serrations ground into the glass. Once again, it is due to the expense of doing so. It is probably best that there are no serrations because of the extremely delicate nature of the materials processed on glass plates. Used for scratch-sensitive Semiconductor & some Compound Semiconductor materials
Kemet Composites Lapping Plate /Polishing Plate
This family of composite materials is used exclusively with diamond slurry for producing reflective finishes on a wide variety of materials. The softer the grade of Kemet, the lower the surface roughness it will produce. The trade-off is low stock removal rates. Conversely, the hardest grade of Kemet material generates the highest stock removal rate, but produces the poorest quality reflective finish.
Some benefits of using a Kemet process are a significant reduction in waste swarf generation, the ease of modifying the plate contour with diamond dressing pads, the possibility of a single step process and the ability to process a diverse assortment of hard and soft materials.
Many different serration patterns are capable of being machined into the Kemet material. Most frequently customers call out the serration specifications they desire. The most common serration patterns are radial grooves, clockwise spiral groove, counter clockwise spiral groove, concentric grooves and crosshatch grooves.
The groove patterns provide polishing performance benefits such as less scratching, higher quality reflectivity, shorter process times and easier plate cleaning.
Lapping Plate Groove Pattern Selection
- Reduce or Eliminate Hydroplaning of parts/rings
- Usually Enables Faster Stock Removal
- Need to Reduce Vehicle or Lubricant Surface Tension
- In-Process Swarf Removal
- Help Reduce Time Required to Restore Flatness
- Increase Specific Down Pressure
- Expedite Migration of Slurry/Lubricant
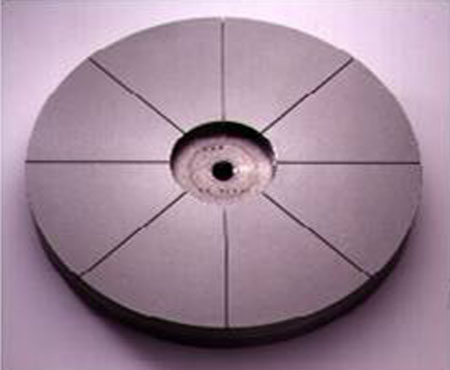
Non-Grooved Lapping Plate
Solid Lap Plate – Typical Uses
- Used primarily with small parts that may catch-in grooves
- Used on parts with edge burrs or nicks
- Used on sensitive material types
- Used on applications that have edge-chip sensitivity
Positive Attributes
- Works with most type of fixturing
- Small Sized Part Friendly
- Easy to clean-off
Negative Attributes
- Low removal rates
- Glazes easily
- Lackluster surface finish
Application Examples
Rods, Pins, Plungers, Ferrules and Applications requiring thickness or perpendicularity fixtures

Radial Groove Pattern Lapping Plate
Radial-Grooved Plate – Uses
- Most common default groove pattern
- Used to generate enough surface interruption to optimize surface finish
- Most appropriate for Free-Abrasive Machinine
Positive Attributes
- Best non-staining/imaging pattern
- Excellent surface finish generation
- Inexpensive groove pattern, easy to machine
- Easy pattern to quickly & effectively clean
Negative Attributes
- Removal Rates not optimized
- Surface glazing issues
Application Examples
Any solid material with a solid & stable platform that is a ¼” in diameter minimum without any major nicks or burrs
Waffle-Groove Pattern Lapping Plate
Waffle-Groove Typical Uses
- Also called cross-grid & “X-Y” groove
- Most appropriate for conventional abrasive lapping (not Free-Abrasive Machining)
- A stable platform between a radial groove and a spiral groove
Positive Attributes
- Very effective combination of material removal rates and surface finish
- Easily modified to reduce land mass for greater material removal
Negative Attributes
- Very expensive to manufacture
- Difficult to clean thoroughly
- Small edge corners break-off & scratch
Application Examples
All non-Free Abrasive Machining applications listed on the preceding Radial-Groove page

Spiral-Groove Pattern Lapping Plate
Spiral Groove Pattern–Typical Uses
- One continuous groove, can run either CW or CCW to hold in liquids or auto-drain
- Groove depth is normally shallowFine pattern Micro-Texturing
- Used mostly for “rough” or primary polishing
- Normally used on larger flat, stable parts
Positive Attributes
- Relatively easy to machine and re-machine
- Excellent material removal rates
- Flexible to change land areas to increase material removal or improve surface finish
- Wall & bottom contours critical
Negative Attributes
- Except in Micro-texture version, edges fracture easily and generate scratches
- Very difficult to clean-out properly
- Requires high pressure
- Pattern staining/imprinting tendency
Concentric Groove Typical Uses
- Applications that require a plate that remains “wet” and does not require continuous evacuation of spent materials
- Most commonly used for hand lapping/polishing applications
Positive Aspects
- Maintains flatness longer
- Remains wet for a long period
- Wall & bottom contours critical
Negative Aspects
- Expensive & difficult to machine
- Difficult to clean
- Edge chipping a constant concern
- Not designed for lapping machines

